歡迎進(jìn)入東莞市諾元電機(jī)設(shè)備有限公司官網(wǎng)!公司主營(yíng):無刷繞線機(jī),電機(jī)繞線機(jī),馬達(dá)繞線機(jī),定子繞線機(jī),飛叉繞線機(jī),高速繞線機(jī)等!
諾元視頻號(hào)


0769-81551289
150-1531-7403(微信同號(hào))
諾元視頻號(hào)
0769-81551289
150-1531-7403(微信同號(hào))
當(dāng)前位置:首頁(yè) > 新聞動(dòng)態(tài) > 公司動(dòng)態(tài)
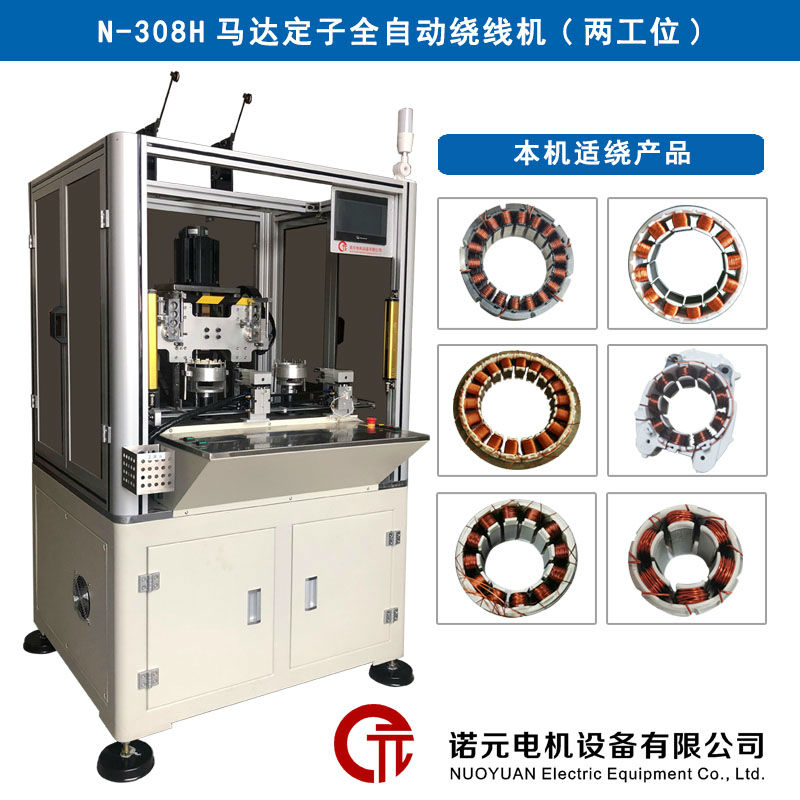
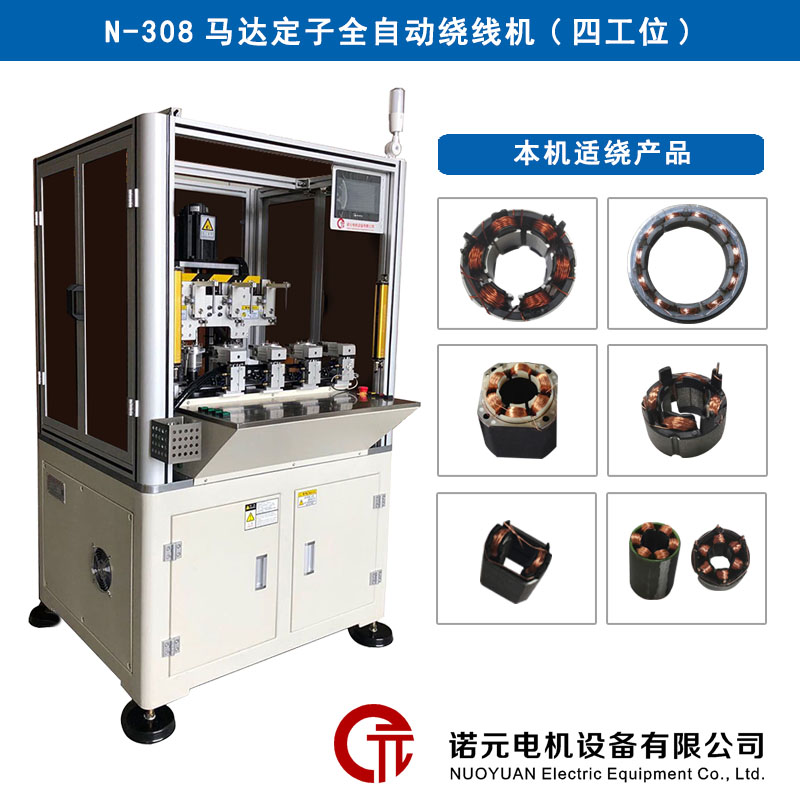
馬達(dá)電機(jī)定子繞線機(jī),不僅僅要把漆包線完整的繞上去,還要講究美觀度,排線問題需要達(dá)到一定的要求,那么馬達(dá)電機(jī)定子繞線機(jī)如何解決排線問題?精密度如何控制呢?下面諾元簡(jiǎn)單的給大家介紹一下吧!希望可以幫助到大家!
排線問題可從硬件升級(jí)、算法優(yōu)化和工藝校準(zhǔn)三個(gè)維度解決,精密度可通過機(jī)械精度控制和閉環(huán)系統(tǒng)反饋穩(wěn)定在±0.01mm以內(nèi)。
排線問題解決方案
一、硬件優(yōu)化升級(jí)
1.傳動(dòng)部件升級(jí):采用滾珠絲桿+線性導(dǎo)軌組合,將定位誤差控制在±0.01mm以內(nèi);選用額定轉(zhuǎn)速≥3000RPM的伺服電機(jī)并搭配直接驅(qū)動(dòng)技術(shù),消除機(jī)械傳動(dòng)誤差。
2.排線結(jié)構(gòu)優(yōu)化:通過有限元分析減少排線器慣性質(zhì)量,加速度提升至1.5G以上以適配高速啟停需求;使用陶瓷或碳化鎢線嘴搭配微調(diào)機(jī)構(gòu),實(shí)時(shí)補(bǔ)償線材直徑偏差。
3.模具精度管控:采用合金鋼材質(zhì)制造定子模具,搭配激光校準(zhǔn)儀校準(zhǔn)排線軌跡,偏差超±0.05mm時(shí)自動(dòng)報(bào)警。
二、算法與系統(tǒng)優(yōu)化
1.排線路徑規(guī)劃:基于定子槽型建立三維數(shù)學(xué)模型,采用非均勻有理B樣條算法生成平滑路徑;在拐角處啟用速度前瞻控制,提前減速避免線材甩出疊線。
2.張力閉環(huán)控制:裝配張力傳感器實(shí)時(shí)調(diào)整張力,銅線保持0.5-5N、鋁線保持0.3-3N張力區(qū)間,根據(jù)線徑自動(dòng)匹配速度與張力參數(shù)。
3.誤差補(bǔ)償機(jī)制:通過紅外熱成像監(jiān)測(cè)溫度變化,溫度每升高10℃自動(dòng)補(bǔ)償0.005mm定位誤差;集成線徑-速度-張力映射表,實(shí)時(shí)修正排線間距。
三、工藝校準(zhǔn)規(guī)范
1.裝夾精度校準(zhǔn):定期檢測(cè)定位銷磨損情況,定子裝夾同心度偏差控制在0.02mm以內(nèi)。
2.線材預(yù)處理:使用羊毛氈清潔線材表面雜質(zhì),減少過線輪摩擦導(dǎo)致的線徑波動(dòng)。
四、精密度控制標(biāo)準(zhǔn)
1. 定位精度:通過伺服電機(jī)20位絕對(duì)值編碼器,實(shí)現(xiàn)微米級(jí)定位,確保排線間距誤差≤0.01mm。
2. 槽滿率一致性:實(shí)時(shí)監(jiān)測(cè)繞線匝數(shù),通過閉環(huán)反饋動(dòng)態(tài)調(diào)整排線路徑,槽滿率波動(dòng)控制在3%以內(nèi)。
3. 張力穩(wěn)定性:張力超調(diào)量小于3%,避免線材因張力不均出現(xiàn)拉伸變形或松弛疊線。
馬達(dá)電機(jī)定子繞線機(jī)如何解決排線問題?精密度如何控制?以上已經(jīng)做了簡(jiǎn)單的講解,希望這些知識(shí)可以幫助到大家!
咨詢熱線
0769-81551289
7*24小時(shí)服務(wù)熱線
關(guān)注微信
 掃描二維碼,關(guān)注諾元公眾號(hào)
掃描二維碼,關(guān)注諾元公眾號(hào)