歡迎進(jìn)入東莞市諾元電機(jī)設(shè)備有限公司官網(wǎng)!公司主營:無刷繞線機(jī),電機(jī)繞線機(jī),馬達(dá)繞線機(jī),定子繞線機(jī),飛叉繞線機(jī),高速繞線機(jī)等!
諾元視頻號


0769-81551289
150-1531-7403(微信同號)
諾元視頻號
0769-81551289
150-1531-7403(微信同號)
伺服電機(jī)的精度要求很高,定子繞線工序一般采用分塊式拼圓的方式,需要用到專業(yè)的定子分塊繞線機(jī)設(shè)備,那么伺服電機(jī)分塊定子如何繞線?要注意什么問題呢?下面諾元簡單的給大家介紹一下吧!

一、繞線方式
伺服電機(jī)分塊定子的繞線采用“分塊繞制+模塊拼接”的工藝,具體流程如下:
1.定子分塊
將定子鐵芯分割為多個獨(dú)立模塊(如6分塊、12分塊),每個模塊包含一個或多個齒槽。分塊設(shè)計可降低繞線難度,適配復(fù)雜槽型,并提升設(shè)備靈活性。
2.分步繞制
在分塊模具上完成單塊線圈繞制。繞線機(jī)通過以下核心動作實現(xiàn)精密繞線:
主軸旋轉(zhuǎn):帶動定子分塊旋轉(zhuǎn),確定繞線角度。
排線軸移動:控制漆包線軸向移動,實現(xiàn)等距或漸變間距排線。
分塊定位:通過旋轉(zhuǎn)伺服調(diào)整分塊模具角度,確保多模塊拼接時槽口對齊。
三軸協(xié)同(旋轉(zhuǎn)-排線-定位)完成連貫繞線動作,若某一軸出現(xiàn)偏差,伺服系統(tǒng)可在10ms內(nèi)修正,保障精度。
3.模塊拼接
將繞制好的分塊拼接成完整定子。拼接后需檢測整圓槽滿率,確保各模塊繞組對稱、幾何對齊,避免三相電流不平衡或磁場畸變。
二、注意事項
1.設(shè)備選型與參數(shù)調(diào)試
型號匹配:根據(jù)定子外徑、內(nèi)徑、疊層厚度及線徑選擇繞線機(jī)型號,確保設(shè)備功率與生產(chǎn)規(guī)模適配。
參數(shù)優(yōu)化:
繞線速度:細(xì)線(直徑≤0.5mm)建議10-15m/s,扁線(截面≥2mm×5mm)建議8-12m/s,避免斷線或變形。
張力控制:銅線張力為線徑平方×0.8-1.2(如0.5mm銅線張力=0.25N),鋁線需降低20%-30%,防止線體斷裂或絕緣層磨損。
排線步距:圓線電機(jī)步距=線徑×1.05,扁線電機(jī)步距需與線寬一致(如5mm扁線步距=5mm),分塊定位角度誤差≤0.01°。
調(diào)試方法:采用“梯度提速法”(逐步提升速度)和“張力測試法”(實時監(jiān)測張力波動),確保參數(shù)更優(yōu)。
2.工藝精度控制
排線均勻性:通過“軌跡預(yù)規(guī)劃+動態(tài)補(bǔ)償”技術(shù),確保排線間距誤差≤±0.01mm,避免漆包線交叉疊壓。
絕緣處理:同步鋪設(shè)絕緣紙,位置精度≤±0.05mm,防止短路。
分塊一致性:檢測分塊尺寸公差(如±0.02mm),避免拼接后同軸度超差(如0.05mm提升至0.02mm)。
3.故障排查與預(yù)防
常見故障:
斷線:檢查導(dǎo)線輪磨損(如更換耐磨陶瓷輪后斷線率從8%降至0.5%)、張力波動或線徑超限。
線圈紊亂:排查排線步距參數(shù)、排線軸伺服狀態(tài)(如編碼器反饋偏差)或分塊模具定位。
拼接偏差:測量分塊角度誤差、檢查拼接工裝磨損或定子分塊尺寸超差。
預(yù)防性維護(hù):定期檢查伺服電機(jī)、導(dǎo)線輪、張力器等關(guān)鍵部件,利用狀態(tài)監(jiān)測功能(如溫度、振動)預(yù)警異常。
4.生產(chǎn)效率提升
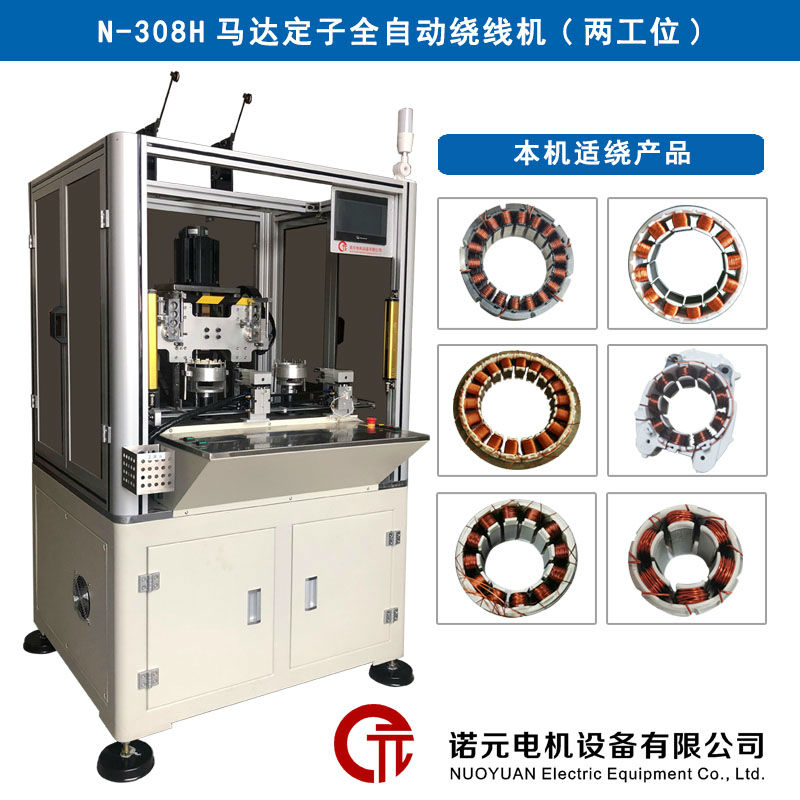
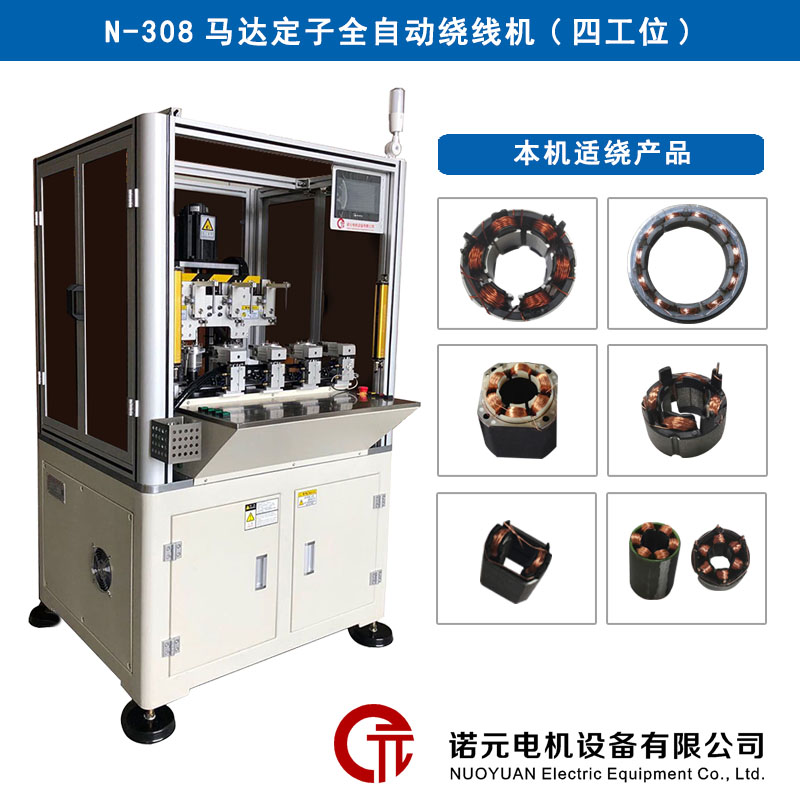
并行生產(chǎn):利用多工位繞線機(jī)(如6工位同時繞制6分塊)縮短工序等待時間,產(chǎn)能提升6倍。
快速換模:針對多批次訂單,采用“參數(shù)預(yù)存+快速換模”模式,換型時間從30分鐘縮短至15分鐘。
數(shù)據(jù)化管理:通過MES系統(tǒng)采集繞線效率、不良率等數(shù)據(jù),不斷優(yōu)化生產(chǎn)計劃。

伺服電機(jī)分塊定子如何繞線?要注意什么問題?以上已經(jīng)做了簡單的講解,希望這些知識可以幫助到大家!
咨詢熱線
0769-81551289
7*24小時服務(wù)熱線
關(guān)注微信
 掃描二維碼,關(guān)注諾元公眾號
掃描二維碼,關(guān)注諾元公眾號