歡迎進入東莞市諾元電機設備有限公司官網!公司主營:無刷繞線機,電機繞線機,馬達繞線機,定子繞線機,飛叉繞線機,高速繞線機等!
諾元視頻號


0769-81551289
150-1531-7403(微信同號)
諾元視頻號
0769-81551289
150-1531-7403(微信同號)
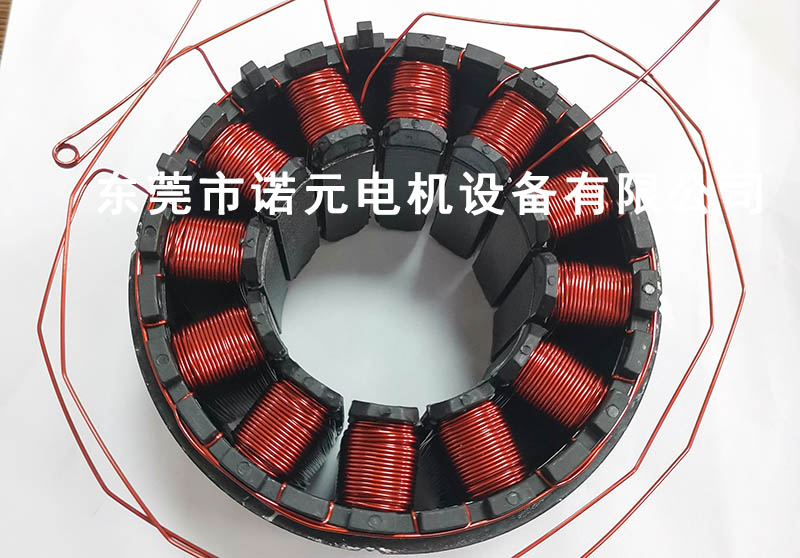
無刷馬達定子繞線機主要分為針式內繞和飛叉式外繞兩大主流技術,以及針對特殊結構的繞線環技術。選擇哪種方式取決于定子的具體結構、線徑大小和生產效率要求。下面諾元簡單的給大家介紹一下吧!
這三種核心方式的對比如下:
1.針式內繞,通過一根細長的針嘴穿過定子槽內進行繞線。常見的無刷電機定子,如家電風扇、電動工具、汽車零部件電機等。適合0.1-1.5mm線徑,支持多線并繞(線徑通常<0.5mm),技術成熟,自動化程度高。
2.飛叉式外繞,通過高速旋轉的“飛叉”將線繞在定子齒的外部。盤式電機或特定外繞定子,如部分機器人電機、植保機、滑板車電機等。 繞線速度快(可達1200RPM),適合0.3mm以下的超多線并繞(如30多根線),但對設備剛性要求高。
3.繞線環技術,利用帶儲線槽的環狀機構,先將線儲滿,再反向排布到定子槽內。無槽無刷直流電機的定子(一種特殊結構,定子內無齒槽,是光滑圓筒)。 專門解決無槽定子難以直接繞線的難題,可確保線圈在光滑內壁上均勻排列,實現自動化生產。
針式內繞機的核心技術特點
針式內繞是目前主流的方案,其技術成熟度高,主要有以下幾個特點:
1. 多軸聯動與精密排線
現代內繞機是精密的數控系統,通常由上下軸(Z軸)、分度軸(A軸)、排線軸(X/Y軸)協同動作完成繞線。系統支持兩種排線模式:
普通排線:用于匝數多、線徑細的場合,對排線整齊度要求不高。
精密排線:用于匝數少、線徑粗的場合,可準確設定每一槽、每一層的匝數與進給量,保證線圈排列整齊美觀。
2. 智能化張力與路徑控制
為防止斷線或損傷漆包線,設備必須具備準確的控制能力:
閉環張力控制:通過傳感器實時監測并動態調整張力,波動范圍可控制在±0.5N以內,以適配不同線徑。
路徑優化:對于粗線(如1.0mm以上),需采用低速啟動、熱彎技術或3D打印導引模,以減少摩擦和漆層脫落的風險。
3. 高生產效率與柔性
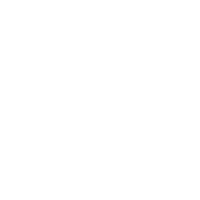
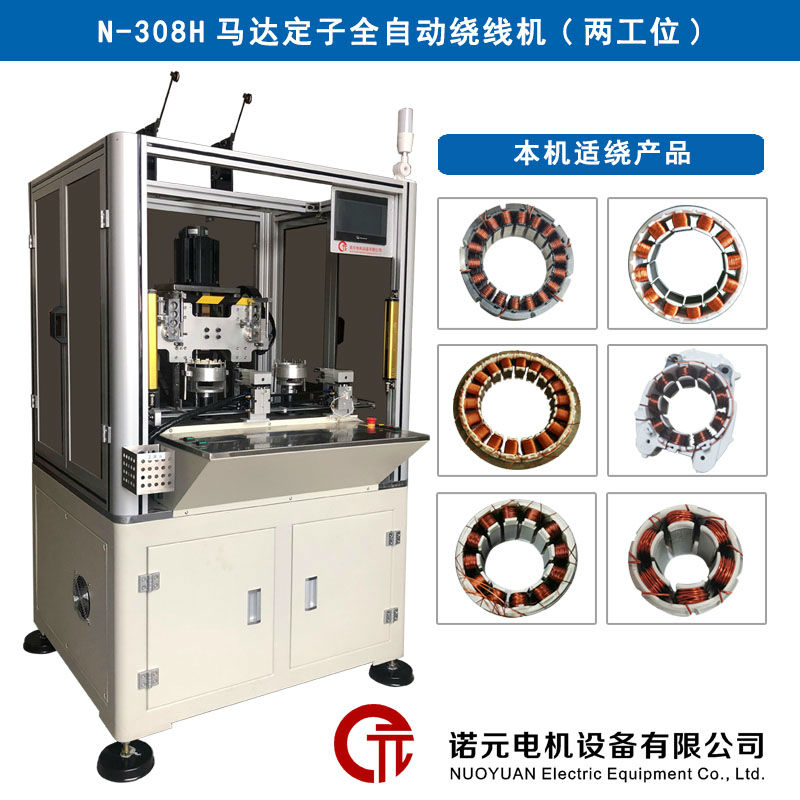
針式內繞機普遍采用電子凸輪替代傳統機械凸輪,編程更靈活,換型更快。設備通常為多工位設計(如四工位、六工位),配合自動上下料,一個工人可同時看管多臺機器,實現24小時連續生產。
不同繞線方式的選擇建議
在選擇繞線工藝時,可以根據以下關鍵點做出決策:
1.根據定子結構:內部有齒槽的普通定子,選針式內繞;內部是光滑圓筒的無槽定子,必須用繞線環技術*;線圈需要繞在定子外側的,則選飛叉式外繞。
2.根據線徑與并繞數:單根或少數幾根(如2-4根)0.5mm以下的線,針式內繞可以輕松應對。如果需要十幾甚至三十多根0.3mm以下的細線并繞,飛叉式外繞是更高效的選擇。
3.根據精度與外觀要求:如果產品對噪音、振動要求高,應選擇具備精密排線功能的繞線機,以保證繞組整齊、受力均勻,提升電機性能。

無刷馬達定子繞線機繞線方式及技術特點有哪些?以上已經做了簡單的講解,希望這些知識可以幫助到大家!




 掃描二維碼,關注諾元公眾號
掃描二維碼,關注諾元公眾號