歡迎進入東莞市諾元電機設備有限公司官網!公司主營:無刷繞線機,電機繞線機,馬達繞線機,定子繞線機,飛叉繞線機,高速繞線機等!
諾元視頻號


0769-81551289
150-1531-7403(微信同號)
諾元視頻號
0769-81551289
150-1531-7403(微信同號)
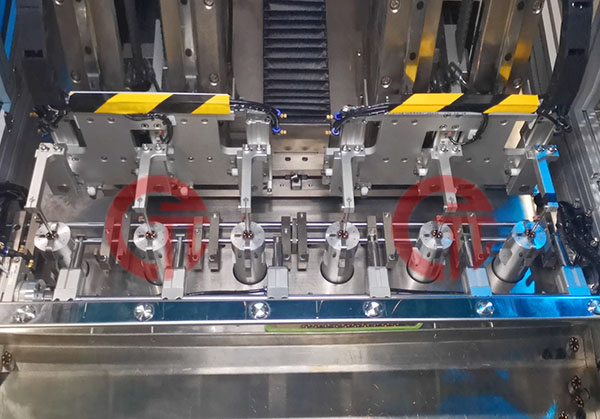
全自動繞線機主要完成定子的繞線工序,不同的廠家繞線機配置及質量都有所差別,繞出來線圈的質量也有所差別,提高繞線品質需從設備、工藝、環境、操作等多維度綜合優化,下面諾元簡單的給大家介紹一下吧!

一、影響良品率的核心因素
1.張力控制穩定性
問題:張力波動會導致線圈松緊不一、層間塌陷或漆包線拉斷,尤其在高速繞線時,線盤直徑變化會加劇張力差異。
案例:某企業通過高準度電子張力控制器配合PID算法,將張力波動控制在±3%內,斷線率減少80%。
2.排線精度
問題:排線偏差會導致跨槽、疊厚超標,影響線圈整齊度、槽滿率和端部成型質量。
案例:采用伺服電機驅動+精密絲杠傳動,實現微米級分辨率,配合隨動控制功能,確保排線速度與主軸轉速同步,避免“堆線”或“漏線”。
3.漆包線損傷控制
問題:導線接觸部件(如線嘴、導輪)的毛刺或銳邊會刮傷漆包線絕緣層,引發匝間短路。
案例:使用碳化鎢或陶瓷涂層線嘴,邊緣倒圓處理,繞線路徑平直化設計,將線傷率從1.5%降至≤0.2%。
4.斷線檢測與響應
問題:斷線未及時檢測會導致設備空繞,浪費材料與工時。
案例:在繞線路徑中設置斷線感應裝置,系統自動停機并觸發聲光警報,故障排查時間縮短70%。
5.首圈定位與掛線精度
問題:人工掛線定位不準易導致首圈偏移、跳槽。
案例:配置氣動夾線機構或視覺輔助定位系統,自動引導線頭進入預定槽位,首圈定位誤差≤0.01mm。
6.模具精度與剛性
問題:模具精度不足或夾持不穩會導致定子振動或偏移,引發排線紊亂。
案例:采用高精度數控機床加工模具(誤差≤±0.02mm),夾持機構使用液壓鎖緊方式,適應不同疊厚與外徑。
二、提高繞線品質的關鍵措施
1.設備硬件升級
核心部件:選用高準度伺服電機、編碼器、滾珠絲杠,確保運動傳遞準確性。
張力系統:配置閉環張力控制器,實時動態調整張力,支持速度-張力映射模型。
排線機構:采用表面光滑、耐磨的排線輪,直徑與線材直徑匹配,減少滑動阻力。
2.工藝參數優化
繞線速度:根據線徑調整速度,避免慣性誤差。
張力設定:根據線材彈性模量預設張力(如0.1mm銅線設0.5-1.2N),建立張力-速度補償曲線。
排線間距:合理設置排線間距與繞線寬幅,避免線束過長或過短導致的纏繞或交叉。
3.環境控制
溫濕度:車間溫度控制在20±2℃,濕度≤65%,防止漆包線絕緣層軟化或靜電擊穿。
減震降噪:設備底部安裝減震墊,減少振動對精度的影響。
4.操作與維護規范
標準化操作:制定SOP,操作人員需通過專項認證。
預防性維護:定期檢測導軌、絲杠、張力裝置等關鍵部件磨損情況,每5000次繞線更換張力彈簧。
實時監控:部署傳感器監測位置、張力、速度等參數,引入自動化檢測系統(如視覺檢測缺線、重疊等瑕疵)。
5.智能化與數據驅動
工藝數據庫:記錄不同定子規格的繞線參數,支持快速調用與優化。
AI算法:引入神經網絡等AI算法,自動優化張力與速度參數,減少人工調試時間。
遠程監控:支持數據記錄與遠程診斷,便于工藝分析與故障追溯。
全自動定子繞線機良品率和哪些因素有關?如何提高繞線品質?以上已經做了簡單的講解,希望這些知識可以幫助到大家!




 掃描二維碼,關注諾元公眾號
掃描二維碼,關注諾元公眾號